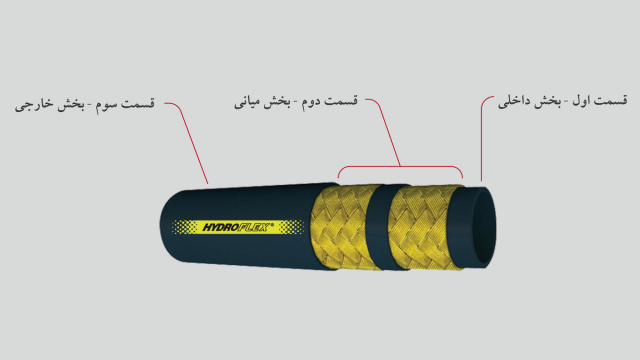
ماشین های برش شیلنگ
شیلنگ های هیدرولیک یکی از مقاومترین اشیایی هستند که با آنها تا حالا برخورد کردهاید. از آنجایی که نیاز است تا فشارهای بالای جریان مایع، فشارهای نوسانی جریان، جریانهای رفت و بازگشتی، دمای بالا و بسیاری از دیگر شرایط خسارت زا را تحمل کنند و نیز بتوان برای سالها از آنها استفاده کرد، بنابراین نیاز است تا آنها را از مواد مقاوم ساخت. اما برش این مواد که با آنها شلنگ های هیدرولیک را به منظور مقاومت تحت این شرایط سخت میسازند نیز بسیار مشکل است. به این ترتیب، چرخ های و تیغه های برنده با سرعت بسیار بالا نیاز است تا لاسیتک و دیگر مواد نرم تا سیم های فولادی مقاومتی را بتوان برش داد (به منظور برش شیلنگ).
اگر از مونتاژهای شیلنگ از پیش مونتاژ شده یا برش شده استفاده میکنید، احتمالا از اینکه برش شلنگ چقدر میتواند سخت و دشوار باشد اطلاع ندارید. بریدن شیلنگ همراه با دود و باقیماندن اضافات و لبههای نامناسب در داخل شلنگ است و این لبهها معمولاً شامل لاسیتک های سوخته، خرده های فلزی و حتی ذرات ساینده بجا مانده از چرخ برش است. تا زمانی که این اضافات پاکسازی نشوند، نمیتوان شیلنگ را در سیستم هیدرولیک استفاده کرد و عدم اینکار باعث بسته شدن فیلترها و آسیب رسانی، عدم کارایی و ایجاد قطعات معیوب در دستگاه میشود.
برخی اوقات متخصصین به منظور از پاکسازی ضایعات ناشی شده از برش شیلنگ مونتاژ شده، باد را با فشار از آن عبور میدهند. اینکار از هیچی بهتر بوده اما نمیتوان با استفاده از آن تمامی ضایعات را پاک کرد و در بسیاری از موارد تنها آنها را در طول شیلنگ جابجا میکند. جای تعجب نیست که تجهیزات مخصوص پاکسازی مونتاژ شیلنگ و تیوب های هیدوریک قبل از نصب آنها بر سیستم بسیار متداول باشد.
باید همیشه از تمیز بودن مونتاژهای شیلنگ قبل از نصب اطمینان حاصل کرد و یکی از بهترین راهکارهای پاکسازی یک شلنگ اجتناب از ایجاد این نوع ضایعات از اول است. بسیاری از متخصصین هیدرولیک با استفاده از تیغ فولادی قدرت-بالا و روشهای اجرایی جدید برش شیلنگ برای این منظور استفاده میکنند.
روش عادی برش شیلنگ
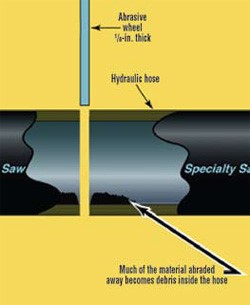
قبل از آنکه رویکرد جدید برای برش را تعریف کنیم، بهتر است ابتدا روش عادی اینکار را که از یک چرخ سنگ سمباده استفاده میکند تشریح شود. چرخسنگ ساینده یک مسیر برابر با قطر چرخ را برش میدهد و هرچند که بخشی از این ضایعات از طریق سیستم اگزوز بیرون رانده میشود، اما بیشتر خرده ضایعات را در درون شیلنگ برش داده شده یا بالای کانال اگزور جای میگذارد. در این روش لاستیک آب میشود، فلز ذوب میشود و خرده های سایده شده خروجی از اگزوز را در هوا پخش میکند.
چرخسنگ ساینده بر اساس اصطکاک ایجاد شده از دانههای سنگ ساینده که با مواد شیلنگ تماس برقرار میکند و آنها را میساید برش را انجام میدهد. زمانی که دانههای ساینده از لاستیک و فلز ذوب شده پر شوند، آنگاه فرسوده شده و باید با یک چرخسنگ ساینده جدید تعویض شده و ذوب کردن بیشتر لاستیک و بافت های فلزی را ادامه با آن ادامه داد. اگر دانههای ساینده در چرخ سنگ جدید باشند، بعد از چند برش کوچک پر شده و چرخ از برش مستقیم خارج میشود. زمانی هم که چرخ به واسطه لاستیک ذوب شده چسبندگی پیدا کند، آنگاه یا باید آن را تعویض کرد و یا تمیز کرد. هردو این موارد هزینه مازادی را بر فرآیند برش تحمیل میکند.
تکنیک های عادی برش شیلنگ که از چرخسنگ ساینده استفاده میکند گرما، دود و ضایعات تولید که میتوانند برای سیستم های هیدرولیک مضرر باشند. برش با سایش دو مزیت اصلی دارد – اول آنکه برش سریع بوده و به ابزارهای اولیه با هزینه نسبتا کم نیاز دارند. با این حال، این هزینه اولیه کم با هزینه سیستم های تخلیه که بایست به دلیل دود و گازهای سمی بلقوه تولید شده صرف بشوند جایگزین میشود. این هزینه که اغلب نادیده گرفته میشود میتواند منجر به هزاران دلار ضرر شود. حرارت بالای تولید شده نیز خطر آتش سوزی بلقوه را در صورت عدم رعایت موارد ایمنی ها منجر خواهد شد. از آنجایی که دود تولید شده حاوی ذرات شیمایی در هوا است که با OSHA میتوان آن را اندازه گیری کرد، برای تنفس و سلامت انسان خطرناک است. با این وجود به خاطر سرعت و هزینه برش کم این روش هنوز جذابیت داشته و تمام مشکلات بعدی و هزینه های ناشی از ضایعات، دود و کارگر مازاد را جبران میکند.
رویکرد جدید
روشی که بجای روش برش عادی بسیار مورد استفاده قرار میگیرد دارای دو تفاوت اصلی است. در این روش از یک تیغ دایرهای بجای چرخسنگ ساینده برای برش شیلنگ استفاده میشود و اینکه در حین برش، شلنگ را خم میکند. تیغه دایرهای بجای آن که شلنگ را در یک مسیر برش دهد آن را میبرد (قاچ میزند)، بنابراین بجز کمی دود و غبار دیگر ضایعات تولید نمیشود. خم کردن شلنگ در حین برش موجب تنش شده و بنابراین شیلنگ را در حال بریده شدن از لبه دور میکند. این کار باعث راحتر شدن برش شده و انتهای شیلنگ را از سایش توسط تیغ چرخنده محفوظ میکند.
با این حال توجه داشته باشید که طرح تیغه و ماشینهای برش برای کارخانجات مختلف لزوماً قابل جایگزینی برای هم نیستند. ممکن است یک تیغه دایرهای در یک ماشین به خوبی کار کند، در حالی که در ماشینی دیگر خوب نباشد. اگر تیغه دایرهای به درستی و همساز با اره شلنگ استفاده شود، آنگاه تنها غبار تایجاد میشود و تقریبا هیچ دود یا بویی تولید نخواهد شد.
زمانی که به طور مناسب عملیات برش را بخواهیم انجام دهیم، گامهای آن بدین شرح خواهد بود: قبل از شروع برش با تیغه، شیلنگ از خم اولیه دهید. زمانی که تیغه وارد شلنگ خم شده شد، تنش ایجاد شده از خمش موجب دور شدن سطوح برش از دو طرف لبه ها شیلنگ برش میشود. همانطور که تیغه بیشتر داخل شیلنگ میشود، خمش نیز افزایش می
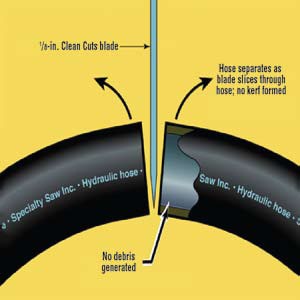 یابد تا برش بیشتر باز شود (شلنگ در نقطه برش بازتر شود).
یابد تا برش بیشتر باز شود (شلنگ در نقطه برش بازتر شود).
از آنجایی که شیلنگ زودتر از نفوذ تیغه باز میشود، بنابراین شلنگ با لبه تیغه درگیری زیادی پیدا نمیکند. تماسی بین اطراف شیلنگ با تیغه وجود ندارد و براین بخاطر عدم وجود اصطکاک دود ایجاد نخواهد شد. اگر شیلنگ را به طور مستمر خم نکنید، آنگاه درگیری با تیغه در حال چرخش رخ خواهد داد و اصطکاک حاصله موجب ایجاد گرما و دود، شکست تیغه و شاید قطعی ماشین خواهد شد. بنابراین، خمش مستر شیلنگ برای موفقیت در برش شلنگ با استفاده از تیغه در حال چرخش ضرورت دارد. اما، دوباره باید متذکر شد که بسیاری از طرح ارهای این موضوع را در نظر نمیگیرند، بنابراین انتخاب ماشین مناسب میتواند معنی تفاوت بین یک برش تمیز و یک برش که شاید بهتر از چرخسنگ ساینده نباشد را ایجاد کند.
تکنیکهای جدید برش شیلنگ از تیغهای که مانند چاقو آن را برش میدهد بجای برش با استفاده از اره یا چرخسنگ ساینده استفاده میکنند. خم کردن شیلنگ در حین برش موجب هدایت این فرآیند شده و از معایب برش عادی جلوگیری میکند.
تفاوت بین تیغه ها
تیغههای دایرهای از فولاد ابزارهای تندبر ساخته میشوند و انواع مختلفی از آنها شامل لبه های نرم (smooth edge)، لبه های خاردار (serrated edge) و لبه های دالبر شکل (scalloped edge) وجود دارد. هر نوع لبه تیغه برای یک کاربرد بخصوصی ایجاد شده است و همانطور که همواره شاهد توسعه انواع جدید شیلنگها در بازار هسیتم، تیغههای جدید نیز در حال توسعه هستند.
یک تیغه با لبه نرم (smooth edge knife) برای برش انواع شیلنگها مناسب است زیرا کمترین مقدار ضایعات را تولید میکند. با این حال، در زمان برش هر نوع شیلنگی گه مقدار زیادی فولاد در آن بکار رفته، مانند شیلنگی های سیمی – ۴ و – ۶، تیغه ممکن است سریع کند شود. یک تیغه کند نیاز به نیروی کاری بیشتری برای انجام برش دارد و بنابراین سرعت برش باید کمتر باشد. کاربرد مناسب تیغه های نرم برای برش شیلنگ های صنعتی لاستیکی بدون فولاد است. دیگر کاربردهای آن شامل برش پوشش های شیلنگ با قطر زیاد با سیم پیچ و فولاد بافته شده در بیرون شلنگ است، جایی که بافت قبل از انجام برش در دستگاه بافت، پرس آنیل یا جوش داده شده باشد.
یک تیغه با لبه های دالبری (scalloped edge knife) به منظور برش های سخت تر ایجاد شده که دارای لبه های موجی شکل بوده و موجب تماسهای تیکه تیکه ای با شیلنگ میگردد. این تماس تیکه تیکه ای به منظور فولاد بافته شده در درون شلنگ است و در ماشین های دستی با فشار کمتری نسبت به تیغه های نرم برش را انجام میدهد. بر این اساس، تیغه های دالبری محبوب ترین تیغه برای استفاده توسط تجهیزات سازندگان یا هر کسی که می خواهد شیلنگ خود را برش دهد است. متداول ترین کاربرد آنها شامل برش انواع شیلنگ های هیدرویک، پنوماتیک، پلیارتان، PVC و ترموپلاستیک است.
تیغه های ماشین های برش UNIFLEX 7 برابر بیشتر دوام دارند، دو برابر سریعتر برش را انجام میدهند، دود کمتری تولید میکنند، ضایعات کمتری را در شیلنگ ایجاد میکنند و گرمای کمتری را تولید میکنند و ریسک جدا شدن لاستیک از سیم را کمتر میکنند. شرکت راستینکار نماینده انحصار ماشین های برش UNIFLEX در خاورمیانه و ایران بوده و آماده ارائه خدمات و مشاوره در این زمینه است. برای اطلاعات بیشتر ماشین های برش ما را که بهترین فروشها هستند در زیر مشاهده نمایید و با ما برای دریافت مشاروه (۰۲۱۳۳۹۹۱۸۵۲) تماس حاصل فرمایید.